Löcher
Kurzum
Beim 3D-Druck können Sie Öffnungen und Löcher in Ihren Entwurf integrieren. Sie müssen jedoch bestimmte Toleranzen beachten und sicherstellen, dass überschüssiges Druckmaterial nicht in Ihrem Teil stecken bleibt.
Ist Ihr Entwurf fertig? Überprüfen Sie das unbedingt:
- Innere Hohlräume. Stellen Sie sicher, dass Sie Austrittslöcher anbringen, um das Restmaterial zu entfernen.
- Kleine Löcher. Erhöhen Sie sie um 0,15 mm – 0,20 mm, um die Schrumpfung auszugleichen.
- Vergewissern Sie sich, dass die Löcher Standardbohrergrößen sind, wenn Ihr Teil nachbearbeitet werden muss.
Lücken
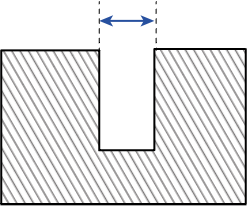
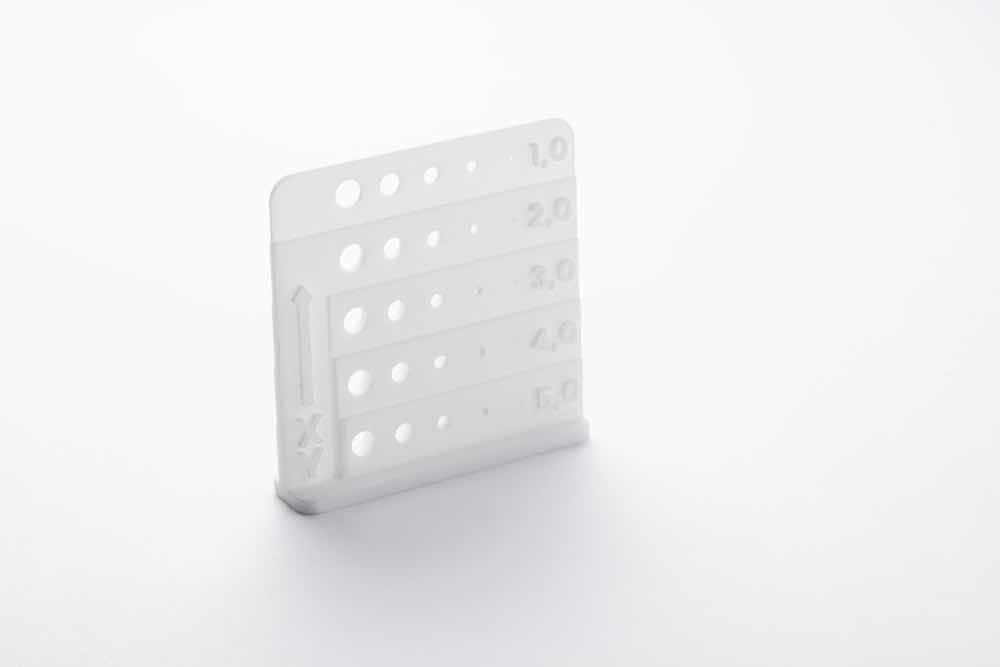
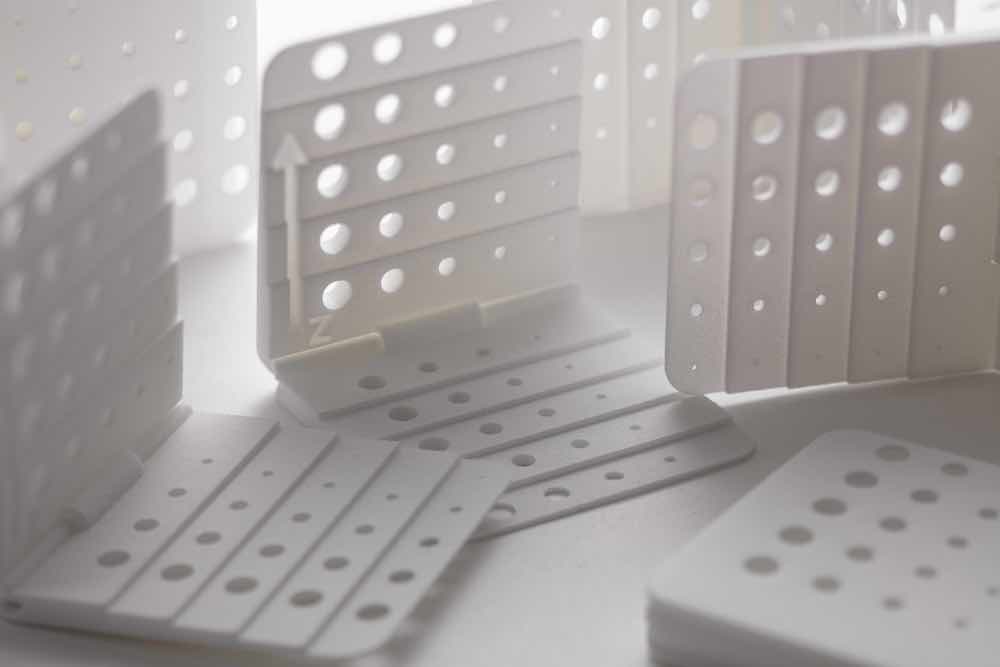
Die Spaltauflösung beim SLS hängt nicht nur von der Breite des Spalts ab, sondern auch von der Dicke der Wand, in die der Spalt gedruckt wird. Dünnere Wände ermöglichen eine höhere Auflösung der Lücken, da das Material leichter zu entfernen ist.
Eine geringere Materialmenge verhindert, dass der Laser zu viel Material durch Wärmeeinschlüsse oder Strahlungswärme verschmilzt (bekannt als Übersinterung). Durch die thermische Schrumpfung kann auch die geplante Größe kleinerer Fugen auf großen Flächen schrumpfen.
Achten Sie bei der Herstellung kleiner Teile darauf, dass Sie dünnere Wände mit Lücken verwenden, um ein Übersintern zu vermeiden. Verwenden Sie Verrippungen zur strukturellen Unterstützung, wo immer es möglich ist, so wie Sie es bei der Konstruktion für das Spritzgießen tun würden. Dies trägt dazu bei, die Materialmenge im Teil zu verringern, was ein Übersintern verhindert.
Versetzen Sie dünne oder unregelmäßige Lücken um 0,15 mm – 0,20 mm, um die Schrumpfung durch Übersinterung zu berücksichtigen, was zu einem Teil führt, das näher an Ihren geplanten Abmessungen liegt.
Löcher
Bei Teilen mit kleinen Löchern oder inneren Hohlräumen ist darauf zu achten, dass das Material aus ihnen herausfließen kann. Kleine Löcher können sich aufgrund von Übersinterung schließen. Dies hängt auch von der Dicke der Wände ab, in die sie gedruckt werden. Je dünner die Wand ist, desto leichter lässt sich das Loch beseitigen.
Verringern Sie nach Möglichkeit die Wandstärke, um das Material zu schonen und die Schrumpfung zu verringern. Fügen Sie dem Loch einen Versatz von 0,15 mm – 0,20 mm hinzu, um die Schrumpfung aufgrund von Übersinterung zu berücksichtigen.
Wir empfehlen, die Löcher mit Standardbohrergrößen zu entwerfen, um exakte Abmessungen zu gewährleisten. Als kostenlosen Service öffnen wir zugängliche Löcher, die größer als 1,5 mm und kleiner als 10 mm sind, sofern ein Standardbohrer verfügbar ist. Die Nachbearbeitung ist der zuverlässigste Weg, um präzise und genaue Löcher zu erstellen.
Taschen und Hohlräume
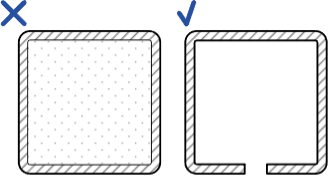
Wenn Teile Taschen oder Hohlräume haben, sollten Sie darauf achten, dass Öffnungen vorhanden sind, durch die ungesintertes Material während des Reinigungsprozesses austreten kann. Wir empfehlen mindestens zwei Entlastungsöffnungen mit einem Durchmesser von >14 mm, wenn möglich. Wenn diese Öffnungen in der Sichtlinie liegen, ist eine erfolgreichere Reinigung möglich.
Auch aus Blindverschraubungen, Rohren und Langlöchern lässt sich das Material unter Umständen nur schwer entfernen. Auch hier empfehlen wir Austrittslöcher. An der Seite des Aufsatzes können Öffnungen angebracht werden.
Anmerkung:
Bei Parts on Demand erstellen wir keine Angebote oder Produkte mit vollständig eingeschlossenen Hohlkörpern (z. B. einem Ballon), da das ungesinterte Pulver im Inneren eines solchen Teils nicht entfernt werden kann. Wir können diese Bedingung auch für Teile mit Austrittslöchern anwenden, die zu klein sind, um eingeschlossenes Pulver schnell zu entfernen (z. B. ein Salzstreuer).